

![日本富士XD系列膠片- [原裝進(jìn)口]日本富士XD系列工業(yè)射線探傷膠片](https://fcdn.goodq.top/caches/d78610108a099a3552b6f49d921df766/aHR0cHM6Ly93d3cuY2hpbmFuZHRtYXJrZXQuY29tL3FmeS1jb250ZW50L3VwbG9hZHMvMjAyNS8wMS9lYTQwMzk3Y2VjOWNhZGU5Y2M5YmJjYzI0Y2RkNWUxNC0xNTB4MTAwLmpwZw_p_p100_p_3D_p_p100_p_3D.jpg "日本富士XD系列膠片-[原裝進(jìn)口]日本富士XD系列工業(yè)射線探傷膠片")
發(fā)布日期:2025-01-25
鋼對接焊縫超聲波檢測中探頭角度的選擇
鋼對接焊縫超聲波檢測中探頭角度的選擇
來源:
發(fā)布日期:2021-04-12 16:11
1.概述
超聲波檢測是通過探頭發(fā)射超聲波,經(jīng)過耦合劑入射 到工件中傳播,遇到缺陷是反射回來,反射回波被探頭接收。
在上述過程中,探頭起著非常重要的作用,即發(fā) 射和接收超聲波。
因此探頭性能的好壞以及檢測過程中 對探頭的角度選取是否得當(dāng),將直接影響到檢測結(jié)果的 準(zhǔn)確性和可靠性。
2.超聲波探頭的結(jié)構(gòu)
在鋼對接焊縫超聲波檢測中常用的探頭是橫波斜探頭。
當(dāng)超聲波耦合劑傾斜入射到介質(zhì)時(shí),在介質(zhì)表面會產(chǎn)生波型轉(zhuǎn)換,當(dāng)入射角在第一臨界角與第二臨界角之間時(shí),在固體介質(zhì)中就只有折射橫波。
橫波斜探頭就是利用超聲波的這一傳播特性設(shè)計(jì)的。
橫波斜探頭通常由聲陷阱、外殼吸聲材料、透聲楔塊、壓電晶片、阻尼塊、電纜線、接頭等構(gòu)成。本文編輯來自NDT互聯(lián)網(wǎng)聯(lián)盟
透聲楔塊的主要作用是改變聲束角和實(shí)現(xiàn)波形轉(zhuǎn)換,其結(jié)構(gòu)如圖1所示。
圖 1 橫波斜探頭結(jié)構(gòu)示意圖
3.常見的焊接缺陷
焊接接頭常見的焊接缺陷有氣孔、夾渣、裂紋、未焊 透、未融合等。
在焊接接頭超聲波檢測中由于焊接接頭余高的影響,接頭中裂紋、未焊透、裂紋、未融合等危害性大的缺陷往往與檢測面垂直或成一定角度,故一般采用橫波斜探頭法檢測焊縫。
4.探頭角度的選擇
4.1檢測面的準(zhǔn)備
檢測面包括檢測區(qū)和探頭的移動(dòng)區(qū)。檢測區(qū)的寬度應(yīng)是焊縫本身,在加上焊縫兩側(cè)各相當(dāng)于母材厚度的30%的一段區(qū)域,如圖2所示。
探頭移動(dòng)的區(qū)域與探頭檢測方法和母材的板厚有關(guān)。本文編輯來自NDT互聯(lián)網(wǎng)聯(lián)盟
當(dāng)采用一次反射法檢測時(shí),探頭移動(dòng)區(qū)域大于等于1.25P:P=2TK或P=2Ttanβ(1)式中:
P為跨距(mm);
T為母材板厚(mm);
K為探頭的K值;
β為探頭的折射角。
當(dāng)采用直射法時(shí),探頭移動(dòng)區(qū)應(yīng)大于等于 0.75P。
4.2 角度的選擇
由于焊縫余高的存在和斜探頭前沿的影響,一次波只能檢測到焊縫中下部。
當(dāng)焊縫寬度較大,若斜探頭的角度選擇小,則可能無法檢測到中下部。

圖 2 檢測區(qū)和探頭移動(dòng)的區(qū)域
因此斜探頭的角度選擇應(yīng)考慮以下三個(gè)方面:
①聲束應(yīng)能掃面到整個(gè)檢測面;
②聲束應(yīng)能盡量與該焊縫可能出現(xiàn)的危險(xiǎn)性缺陷垂直;
③盡量使用一次波判別缺陷,減少誤判同時(shí)要保證有足夠的檢測靈敏度。
如圖3所示為用一、二次波單面檢測雙面焊焊縫時(shí)聲束覆蓋的情況。
圖 3 一、二次波單面檢測雙面焊焊縫
由圖 3 可知:

其中一次波只能檢測到d1以下的部分(受上部余高的影響),二次波只能檢測到d2以上的部分(受下部余高的影響)。
為保證能檢測到整個(gè)檢測區(qū)截面,必須滿足 d1+d2≤T T,從而得到:

式中:
a 為上焊縫寬度的一半(mm);
b 為下焊縫寬度的一半(mm);
T 為焊縫母材厚度(mm);
l0 為探 頭前沿長度(mm);
k 為斜探頭k值。
對于單邊焊縫b可以忽略不計(jì),此時(shí):

以上公式的利用有個(gè)前提,即要從多個(gè)檢測面進(jìn)行掃查,如單面雙側(cè),雙面雙側(cè)等,但只是在單面單側(cè)進(jìn)行 掃面就不能使用這個(gè)公式。
如特高壓22mm板,坡口單邊為65°,蓋面后的焊 縫寬度是30mm,探頭前沿是10mm。
如果用公式計(jì)算,K值為1.8即可。
但是選擇K值1.8會造成很大的盲區(qū), 如圖4所示。

圖 4 K 值為 1.8 的焊縫
此時(shí),應(yīng)該依據(jù)坡口的角度來選擇探頭的角度,如圖5所示。

圖 5 依據(jù)坡口的角度來選擇探頭的角度
由圖 3 可知:
特高壓頸法蘭的坡口角度一般為65~67°,檢測的主要缺陷是坡口未融合。
因此,應(yīng)該選擇與65~ 67°比較接近的探頭角度。本文編輯來自NDT互聯(lián)網(wǎng)聯(lián)盟
K2.5角度約是68°,如圖6所示,K2的角度約是63°,與65~67°都比較接近。
圖 6 K2.5 的角度
如果是單面雙側(cè)檢測,用K2即可,但只單面單側(cè)檢測,就應(yīng)該選擇K2.5的探頭,因?yàn)镵2.5的覆蓋面更大些, 或者K3的探頭也適用,只是移動(dòng)區(qū)相對較大。
如果使用60°和70°這兩種探頭,單面單側(cè)來說,主要是用70°的一次波,60°的二次波。
4.3 用CAD計(jì)算K值
K值的選擇,可以用CAD根據(jù)板厚、坡口角度、焊縫寬度來畫圖計(jì)算。
如果一次波能夠掃查足夠的多面坡口,并且二次波區(qū)域又不過大,那么次K值就可以使用。
如果是單面單側(cè)掃查,K值應(yīng)選擇大一點(diǎn);
如果是單面雙側(cè)掃查,K值可選擇小一點(diǎn)的。
特高壓頸法蘭CAD計(jì)算K值方法如圖7所示。
圖 7 特高壓頸法蘭 CAD 計(jì)算 K 值方法
還有一些厚度比較薄板也可以采用CAD計(jì)算其選用的K值。
以下是以9mm薄板為例列舉K值的選擇方法,如圖8所示。
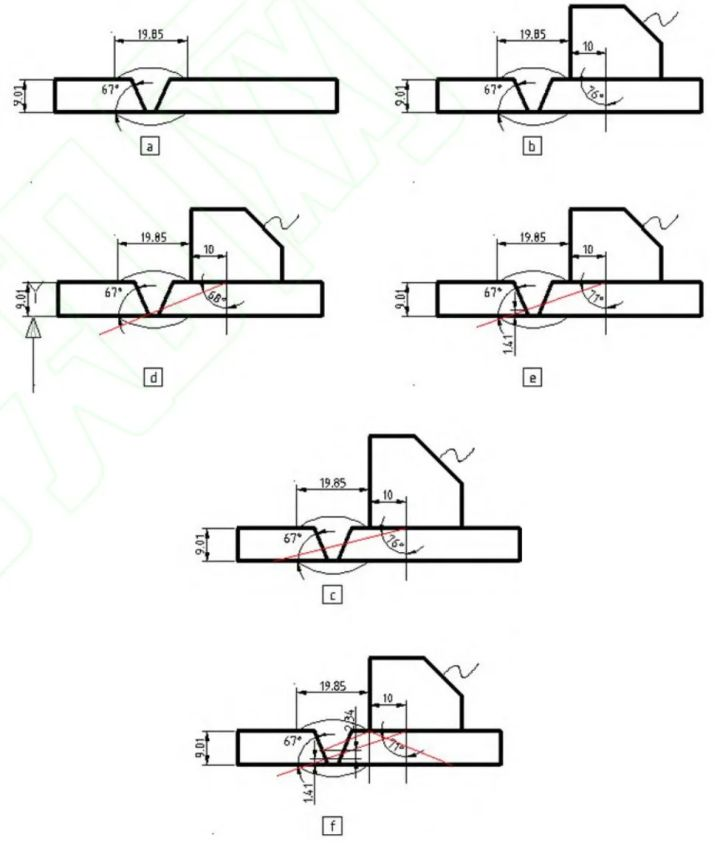
圖 8 9mm 薄板 K 值的選擇方法
討論對探頭角度的選擇,在實(shí)際檢測中應(yīng)根據(jù)焊縫情況、 檢測條件以及執(zhí)行的標(biāo)準(zhǔn)認(rèn)真選用探頭角度,頻率,晶片尺寸等,使超聲波檢測結(jié)果盡可能的做到準(zhǔn)確可靠。
一般探頭角度可根據(jù)焊縫母材的板厚來選取。
板厚較薄的采用大角度K值,以避免近場區(qū)檢測,提高定位、定量精度。
板厚較厚的采用小角度K值,以便縮短聲程、減小衰減、提高檢測靈敏度,還可以減小探頭移動(dòng)區(qū)、減小打磨寬度。
特殊情況的可以通過CAD畫示意圖計(jì)算探頭角度。
本文來源:百度學(xué)術(shù)-免費(fèi)文檔,節(jié)選自《工程設(shè)備與材料》2017年5月刊
本文作者:鄒秋生(上海隧道工程質(zhì)量檢測有限公司) 黃超( 國營蕪湖機(jī)械廠)
聲明:本文內(nèi)容觀點(diǎn)僅代表作者,非本號立場,編輯時(shí)進(jìn)行少量增刪,且內(nèi)容僅做技術(shù)交流和分享,如有侵權(quán)請與我們聯(lián)系,我們將及時(shí)刪除!
分享到:
什么神仙圖譜!")
準(zhǔn)與中國標(biāo)準(zhǔn)對比多了些什么")