

![日本富士XD系列膠片- [原裝進(jìn)口]日本富士XD系列工業(yè)射線探傷膠片](https://fcdn.goodq.top/caches/d78610108a099a3552b6f49d921df766/aHR0cHM6Ly93d3cuY2hpbmFuZHRtYXJrZXQuY29tL3FmeS1jb250ZW50L3VwbG9hZHMvMjAyNS8wMS9lYTQwMzk3Y2VjOWNhZGU5Y2M5YmJjYzI0Y2RkNWUxNC0xNTB4MTAwLmpwZw_p_p100_p_3D_p_p100_p_3D.jpg "日本富士XD系列膠片-[原裝進(jìn)口]日本富士XD系列工業(yè)射線探傷膠片")
發(fā)布日期:2025-01-25
探究采用實(shí)用磁粉工藝解決螺紋根部疲勞裂紋檢測(cè)難題
探究采用實(shí)用磁粉工藝解決螺紋根部疲勞裂紋檢測(cè)難題
來(lái)源:www.ly-ndt.com
發(fā)布日期:2021-07-15 09:23
背景
螺栓因長(zhǎng)期受軸向應(yīng)力作用,螺紋疲勞裂紋的擴(kuò)展方向一般垂直于螺栓軸線。
本文通過(guò)實(shí)驗(yàn)比對(duì),給出了較為實(shí)用的磁粉檢測(cè)工藝,解決了螺紋根部疲勞裂紋檢測(cè)的技術(shù)難題。
高強(qiáng)螺栓廣泛應(yīng)用于石油化工行業(yè),具有高強(qiáng)度、承受高應(yīng)力和長(zhǎng)時(shí)間服役的特點(diǎn),為保證使用安全,經(jīng)常需要對(duì)螺栓進(jìn)行檢測(cè)。
國(guó)內(nèi)對(duì)螺栓檢測(cè)主要采用超聲波檢測(cè)、磁粉檢測(cè)和滲透檢測(cè)等方法。電力行業(yè)在2000年出臺(tái)了高溫緊固螺栓超聲波檢測(cè)技術(shù)導(dǎo)則,但因?qū)β菁y牙根部的疲勞裂紋的檢出率很低而難以推廣。對(duì)高強(qiáng)螺栓來(lái)說(shuō),最易產(chǎn)生疲勞的部位是靠近螺柱中部的第1、2、3圈螺紋根部,這些部位目前尚無(wú)成熟的檢測(cè)方法。

1、疲勞裂紋產(chǎn)生機(jī)理
若材料上某一點(diǎn)或多點(diǎn)產(chǎn)生了應(yīng)力應(yīng)變,在經(jīng)歷足夠次數(shù)的變化之后,最終會(huì)產(chǎn)生裂紋或者完全斷裂,其結(jié)構(gòu)發(fā)生漸進(jìn)且永久變化的過(guò)程,美國(guó)材料試驗(yàn)學(xué)會(huì)把這種不可逆的過(guò)程稱為疲勞。
由此可見(jiàn),疲勞產(chǎn)生的根源是應(yīng)力集中。
應(yīng)力集中是固體局部應(yīng)力顯著增大的一種現(xiàn)象,一般在孔洞、夾角、缺口、溝槽以及有鋼性約束的部位出現(xiàn),會(huì)因此萌生裂紋甚至導(dǎo)致脆性材料斷裂。
高強(qiáng)螺栓的螺桿上存在著螺紋,相當(dāng)于形成了缺口,應(yīng)力在螺紋根部,由于截面突變形成應(yīng)力集中,對(duì)容器的高強(qiáng)螺栓來(lái)說(shuō)還同時(shí)受到殼體的鋼性約束和壓力的變化以及長(zhǎng)時(shí)間服役,更是加劇了應(yīng)力集中現(xiàn)象,容易產(chǎn)生疲勞。
石油化工行業(yè)的高壓、超高壓設(shè)備,最易產(chǎn)生疲勞的部位是靠近螺栓中部的第1、2、3 圈螺紋根部。由于長(zhǎng)期受到軸向應(yīng)力作用,疲勞裂紋的擴(kuò)展方向一般垂直于螺栓軸線。
2、檢測(cè)方法選擇
高強(qiáng)螺栓的疲勞裂紋呈細(xì)紋瓷狀,位于螺紋根部,由于缺陷細(xì)微、位置特殊,給檢測(cè)帶來(lái)了一定的難度。
對(duì)有關(guān)文獻(xiàn)介紹的手工超聲波、相控陣和熒光滲透等檢測(cè)方法,茂名威特檢測(cè)技術(shù)有限公司進(jìn)行了逐一試驗(yàn),但檢測(cè)效果都不理想。
因?yàn)榻Y(jié)構(gòu)特殊,對(duì)超聲波檢測(cè)方法來(lái)說(shuō),缺陷反射波和螺紋反射波的位置過(guò)于接近,雜波很多,以至無(wú)法分辨;對(duì)滲透檢測(cè)來(lái)說(shuō),滲透之后的清洗工作難以掌握,清洗不足偽顯示過(guò)多,清洗過(guò)度則無(wú)法檢出缺陷。
經(jīng)過(guò)反復(fù)試驗(yàn),決定采用熒光磁粉檢測(cè)方法,并摸索出了專(zhuān)用工藝,檢出效果較為理想。
3、熒光磁粉檢測(cè)方法
3.1 濕法熒光磁粉檢測(cè)
以水為載體制作磁懸液,配制濃度為0.7~0.8g/ L,用澆法。
3.2 連續(xù)法
磁化時(shí)間1~3s,磁懸液的施加和磁痕顯示的觀察在磁化通電時(shí)間內(nèi)完成,且停施磁懸液至少1s后方可停止磁化。
3.3 繞電纜法
產(chǎn)生平行于螺栓軸線的磁場(chǎng),螺紋根部的疲勞裂紋切割磁力線。
以φ76×630 的螺栓為例,線圈匝數(shù)N=5,則磁化電流(I)的計(jì)算公式見(jiàn)式(1)。電流可有±10%的浮動(dòng)。
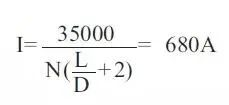
(1)
3.4 靈敏度試片選用C8/50型小試片
為了驗(yàn)證系統(tǒng)的靈敏度,在螺栓中部距離第1圈螺紋5mm處,加工一條寬10mm、深3mm的環(huán)狀帶,以驗(yàn)證螺紋根部的磁化效果。詳見(jiàn)圖1。
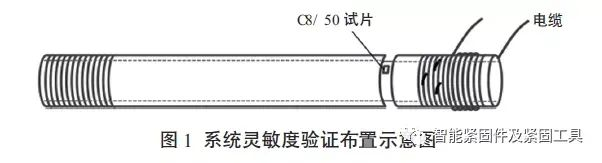
(圖1)
3.5 人工缺陷制作
如圖1所示,在第1、2 、3圈螺紋根部處,用0.1mm的鉬絲分別切割深度為0.5mm、1.0mm、1.5mm的人工缺陷,長(zhǎng)度均為8mm。
3.6 分段檢測(cè)
由于螺紋和螺紋上的加工刻痕也切割磁力線,很容易形成磁痕堆積而導(dǎo)致無(wú)法檢測(cè)。
經(jīng)過(guò)多次實(shí)驗(yàn),發(fā)現(xiàn)采用分段檢測(cè)的方法最為理想。
具體做法是:在螺栓的端面畫(huà)出內(nèi)接六邊形(圖2),并保證內(nèi)接六邊形的兩條邊垂直于地面,這兩條邊對(duì)應(yīng)的弓形圓周為一次檢測(cè)區(qū)域;
磁懸液從內(nèi)接六邊形頂點(diǎn)上方澆出,每次磁化可檢測(cè)兩個(gè)弓形圓周區(qū)域,3次磁化可檢測(cè)完整個(gè)圓周。

(圖2)
如圖2所示,A!B與D!E 、B!C與E!F一次磁化,F(xiàn)!A與C!D一次磁化。
當(dāng)AB與DE和地面垂直時(shí),A!B和D!E上的非相關(guān)顯示大大減少。
在熒光燈下觀察時(shí),發(fā)現(xiàn)A!B 和C!D上的磁痕堆積明顯減少,位于螺紋根部的人工缺陷發(fā)出醒目的黃綠色,磁痕顯示非常清晰,不必使用放大鏡就可觀察到。
詳見(jiàn)圖3。
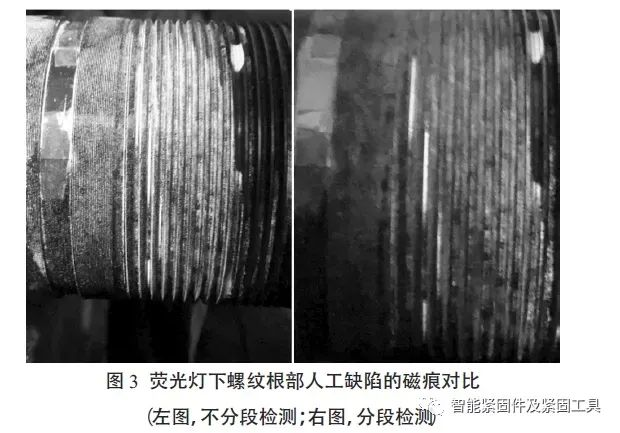
(圖3)
可見(jiàn),采用分段檢測(cè)的方法,很好地解決了磁粉堆積問(wèn)題,可以保證螺紋根部疲勞裂紋的有效檢出。
從圖3的分段檢測(cè)圖可以看出,設(shè)置的3個(gè)人工缺陷的磁痕顯示非常明顯,都能有效檢出,檢出率為100%。
3.7 退磁
因?yàn)楦邚?qiáng)螺栓帶有磁性,會(huì)吸附鐵磁性顆粒,可能會(huì)引起銹蝕或腐蝕。
因此,磁粉檢測(cè)結(jié)束后,必須進(jìn)行退磁處理。
只要把纏繞在螺栓上的電纜中的電流逐漸減小至零即可。
3.8 專(zhuān)用工藝
為了便于工作,更好地指導(dǎo)實(shí)踐,特制作了專(zhuān)用工藝卡(表1)。

4、結(jié)束語(yǔ)
采用熒光磁粉分段檢測(cè)法對(duì)柴油加氫反應(yīng)器螺栓的螺紋進(jìn)行檢測(cè),結(jié)果發(fā)現(xiàn),按照給出的專(zhuān)用工藝檢出的效果很好,可清晰區(qū)分相關(guān)顯示和非相關(guān)顯示,能有效檢出缺陷。
檢測(cè)時(shí)要特別注意弓形檢測(cè)面的弦應(yīng)盡量垂直于地面,磁懸液濃度要適當(dāng),確保在檢測(cè)面上不會(huì)形成磁粉堆積,才能保證檢測(cè)質(zhì)量。
通過(guò)檢測(cè),可以避免高強(qiáng)螺栓帶傷工作,為石油化工裝置安全運(yùn)行提供保障。
分享到:
 | ASTM參考射線圖譜E192到底是個(gè)什么神仙圖譜!")
標(biāo)準(zhǔn)與中國(guó)標(biāo)準(zhǔn)對(duì)比多了些什么")
