

![日本富士XD系列膠片- [原裝進口]日本富士XD系列工業(yè)射線探傷膠片](https://fcdn.goodq.top/caches/d78610108a099a3552b6f49d921df766/aHR0cHM6Ly93d3cuY2hpbmFuZHRtYXJrZXQuY29tL3FmeS1jb250ZW50L3VwbG9hZHMvMjAyNS8wMS9lYTQwMzk3Y2VjOWNhZGU5Y2M5YmJjYzI0Y2RkNWUxNC0xNTB4MTAwLmpwZw_p_p100_p_3D_p_p100_p_3D.jpg "日本富士XD系列膠片-[原裝進口]日本富士XD系列工業(yè)射線探傷膠片")
發(fā)布日期:2025-01-25
薄鋼板對接焊縫超聲波檢測探頭的選擇
薄鋼板對接焊縫超聲波檢測探頭的選擇
來源:
發(fā)布日期:2021-02-23 09:39
導讀
在云南,隨著小型電站的不斷開發(fā)與興建,約8mm厚度的薄鋼板在壓力鋼管中應用較多。
眾所周知,對接焊縫的管壁越薄、焊縫蓋面的寬度相對越寬(埋弧自動焊焊縫蓋面寬度為22mm,背縫寬度為20mm),超聲波檢測的困難就越大,所以選擇探頭K值和前沿距離L值很重要。
在8mm厚度鋼板的對接焊縫超聲波檢測時一般將儀器調試為水平1:1掃描,并采用單面雙側單 只探頭檢驗,使一、二次聲程能掃查到焊縫整個截面。
例如:5Z8×12K3.0探頭的前沿距離L=10mm,檢測8mm厚鋼板對接焊縫,當焊縫蓋面寬度為22mm時,因探頭前沿距離較大,很難滿足探傷的要求,所以應在探頭K值不變的情況下盡量選擇前沿距離較短的探頭。
如:5P6×6K3.0,L=4mm的探頭方可基本滿足檢測要求。
1、 一次聲程掃查焊縫根部時探頭的選擇
一般鋼板厚度為8mm的對接焊縫坡口型式為V,鈍邊高度為3mm,間隙為0~1.0mm。
當采用埋弧自動焊焊接時,焊縫蓋面的寬度在 22mm左右 。
由此可知探頭選擇的條件,當探頭的前端與焊縫余高接觸且無法再向前移動時,使主聲束一次聲程能掃查到焊縫寬度中心線距底面3mm的焊縫根部 (如圖1),應滿足下式的要求:
( T-3)K≥(b/2+L ) (1)
式中:
T-鋼板厚度,mm;
b-檢測面焊縫寬度,mm;
L-探頭前沿距離,mm。
當選擇5P6×6K3.0,L=4mm探頭時,焊縫寬度為22mm,代入(1)式,左式=(8-3)×3=15,右式=(22/2+4)=15;左式=右式 ,滿足(1)式要求,說明該型探頭,其主聲束一次聲程能掃查到焊縫根部 。

(圖1 8mm厚鋼板焊縫根部主聲束一次掃查圖)
當選擇5Z8×12K3.0,L=10mm的探頭時,將 T,K,b,L分別代入(1)式的左、右式,左式=15,右式=(22/2+10)=21,則左式小于右式,不滿足(1)式要求,說明該型探頭的一次聲程不適合檢測8mm厚的薄鋼板對接焊縫。
掃查方式采用單面雙側,檢測位置為距底面3 mm的焊縫根部區(qū)域,當探頭后移時最高反射回波的一次聲程水平距離小于24min為缺陷波,大于等于24mm則不判為缺陷波。
2、二次聲程掃查焊縫上部時探頭的選擇
8mm厚鋼板對接焊縫,檢測面焊縫的寬度b= 22mm;背面焊縫寬度b'=20mm時,探頭的選擇應滿足以下要求:
當探頭的前端與焊縫的余高接觸探頭無法向前移動時,使主聲束二次聲程能掃查到焊縫寬度中心線距底面3mm的焊縫位置,見圖2。
探頭K值和前沿距離同樣應滿足(1)式。
當(T-3)K<(b/2+L)時,會產(chǎn)生漏檢,也就是說探頭的K值越小;探頭前沿距離L值越大,焊縫截面的漏檢區(qū)域就越多。
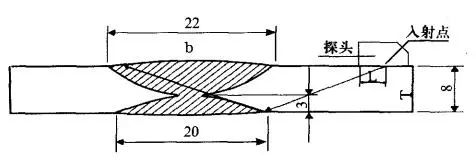
(圖2 8mm厚鋼板焊縫主聲束二次掃查圖)
當板厚為8mm的對接焊縫,檢測面焊縫寬度為 b=22mm;焊縫背面寬度為b'=20mm,采用二次聲程掃查焊縫上部時,由于背縫的余高過渡到與母材邊界線的區(qū)域為人射點,入射點至焊縫 中心線距離應大于等于b'/2,即主聲束二次聲程掃查到焊縫寬度中心線距底面 b'/2÷K=3.3mm的焊縫位置,此時存在0.3mm漏檢區(qū)域。
在焊縫的寬度超寬時,因焊縫的正、背面都存在余高和寬度,即使探頭前沿距離為零,由于焊縫寬度和余高的存在就會有一定的死區(qū)(檢測不到位置)。
掃查方式采用單面雙側,檢測區(qū)域為距上表面 8-3.3mm的焊縫區(qū)域,當探頭后移時,最高反射回波的二次聲程的水平距離大于(8+3.3)K或小于2X8均為缺陷波。大于2X8K則不判為缺陷 波。
3、結論
1)在實際超聲波檢測中,必須實際測量焊縫母材的厚度T,檢測面焊縫寬度b,背面焊縫寬度 b',探頭前沿距離L值和探頭K值,并根據(jù)公式進行計算后正確選擇探頭 。
2)當兩只或多只探頭同時滿足計算要求時,應盡量選擇聲程值較小的探頭。
3)當選擇基本符合計算值要求的探頭時,采用 單面雙側檢測,應盡量選擇適合的探頭達到漏檢最少。
4)根據(jù)探傷標準的要求,選擇探頭頻率和晶片 尺寸的大小。
注意:文中若涉及標準均可能存在失效,因此本文僅做學習參考,若有錯誤,請留言指正,也希望這些知識點可以幫到你!
分享到:


